

Hi Worth T-31 Non-electric portable Gas cutter
*Limited units available
The non-electric portable gas cutter is suitable for cutting thick plates in shipbuilding yard and heavy industry.
The world's first non-electric cutter with the power generating mechanism by oxygen pressure.
In order to operate traditional cutters, we used to go through four steps from power connection to the motor operation.
However, HI-WORTH has made epochal success in making works simplified and convenient by two step operation
from the preheating to the direct operation of high pressure oxygen lever.
HI-WORTH company set a target the share of the market seventy percent.
Now research and development on application model.
There are five stages as shown below that existing steel plate cutting machines usually go through as accepted in industry standards.
- Plug-in to power supply source
- Pre-heat cutting machine
- Activate machine motors
- Connect to clutches in the machine
- Operate high-pressure oxygen lever
But, HI-WORTH T-3 has just 2 stages: Preheating → Operation of High-pressure Oxygen Lever.

Hi Worth T-3: Special Features and Benefits
- Motors not requiring power supply sources
- Stable and uninterrupted processing speed
- Enhanced safety protection against unexpected electricity-related accidents
- Non-vulnerability to unexpected power outages
- Operator friendliness
Enhance Productivity
Without any need for electricity supply sources, T-3 guarantees that your businesses will witness increased productivity
even when there is no power supply, adverse weather conditions such as rain falls or snows, or unexpected power black outs.
Competitive Cost Structure
T-3 will lead to significant cost savings in electric utilities bills and uninstalled electric motors or many other spare parts that otherwise may have been incurred.
These costs savings are directly related to your business profitability.
Reliable Safety Measures
T-3 will help your businesses protect your employees against any potential accidents, bodily injuries,
and further serious business risks when they are exposed to use of electricity.
Strengthened Durability
Due to the fact that T-3 uses special air pressure with high-pressure oxygen,
it will last longer than existing cutting machines. In addition, it will save costs associated with
motor repairs, maintenance, and replacements caused by use of electricity.

Hi-Worth T-3 Cutting Capability

Cutting References Based on Plate Thickness
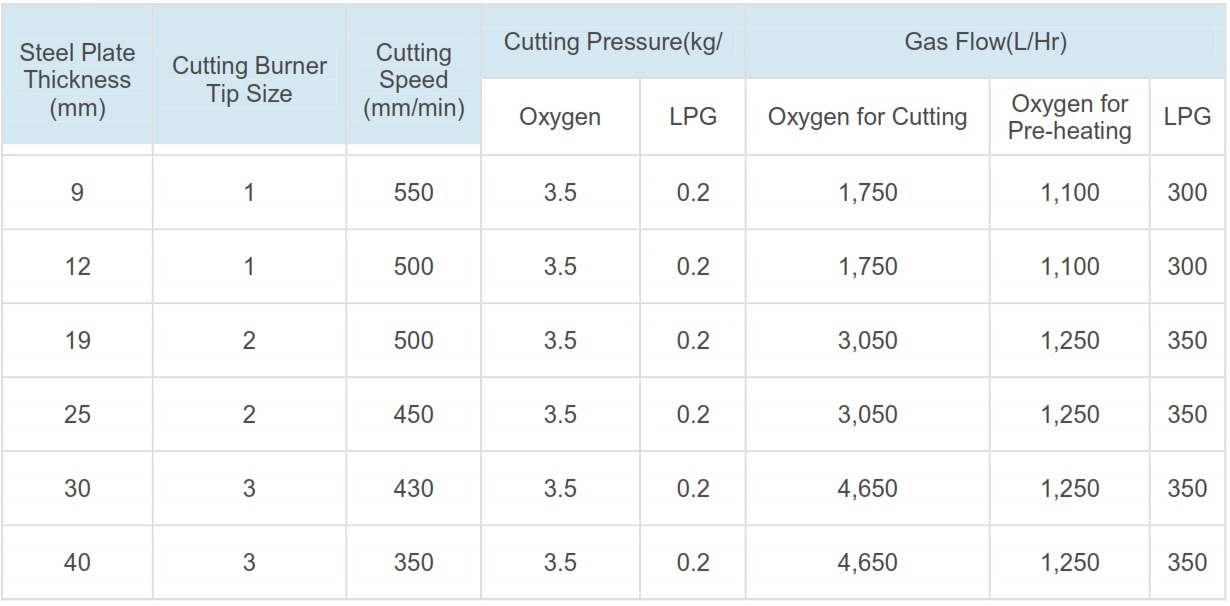
Product Weight and Dimensions
- Length : 123(W) X355(L) X235(H)
- Weight : 7.3Kg
- Circular Cutting Device : 0.3kg
- Balance Weight : 0.3kg
Main Equipment and Associated Parts
- Main Body 1EA
- Circular Cutter 1set
- Blowpipe Supporter 1set
- Balance weight 1set
- Blowpipe 1EA
- Gas Torch 1EA
- Tip #1, #2, #3, Among 1EA
-
Plasma Torch 1EA
Above parts can be changed due to the condition of the supplier or product improvement.
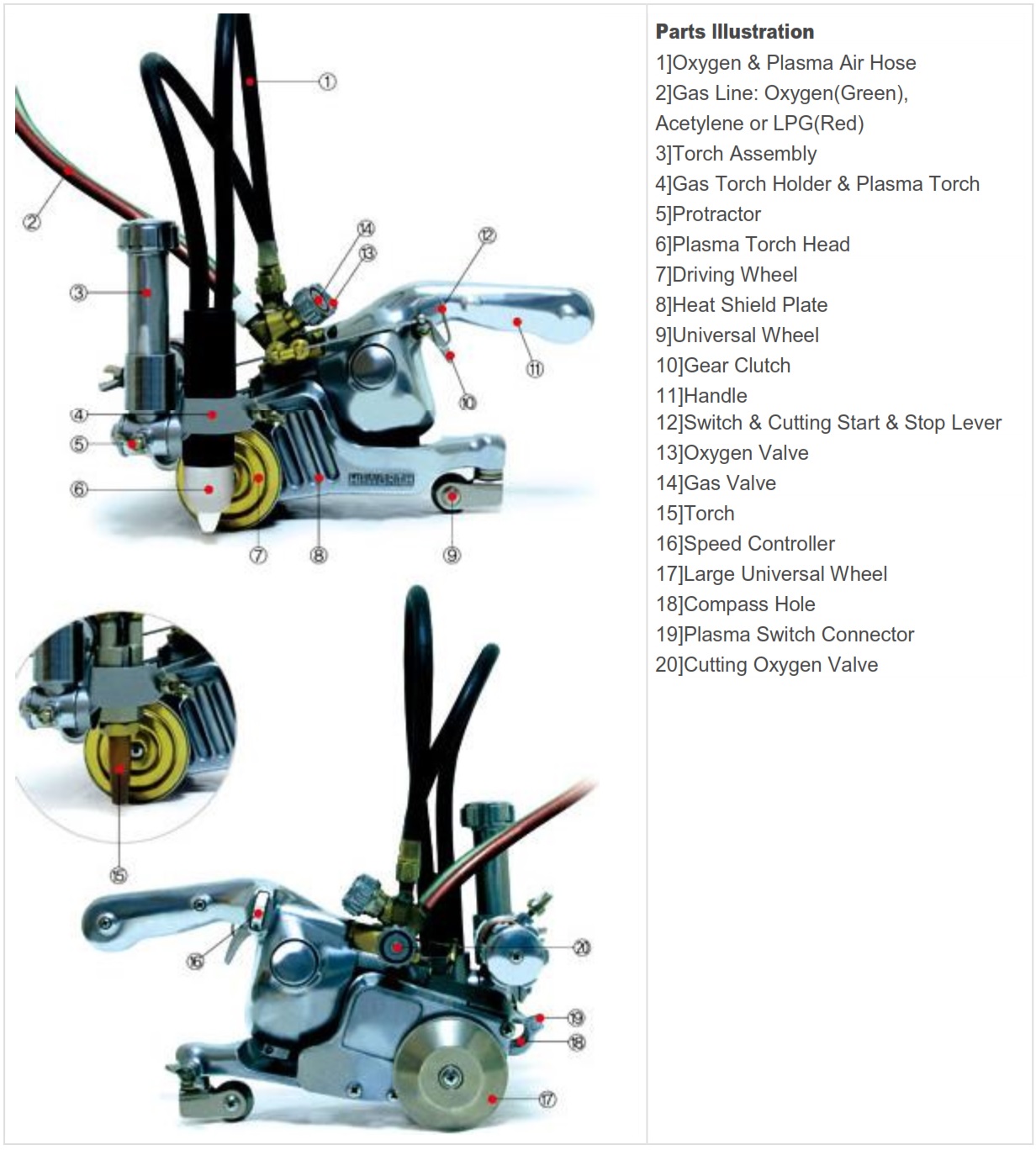
Product Details Drawing
Hi-Worth T-3
Hi-Worth T-3 wireless steel plate cutter is easier to use and puts more focus on safety and security
than any other steel cutting machines in the world steel industry.
While existing typical steel cutters are operated by power-supplied motor systems,
with higher maintenance costs and vulnerability to electricity-related accidents,
T-3 is the only steel cutting machine in the world that makes operation process a lot simpler,
reduces costs for labor and spare parts and further prevent potential hazards associated with electricity use.
Below are names of parts for illustration.
Manual
Standard Operating Procedures: Five Steps
Preparation and Security check
Design and determine which shape to cut off of steel plate you plan to work on.
Make sure that Oxygen and Plasma Air Hose (1) and Gas Line (2) are connected.
Gauge and check that a pressure level of oxygen source is stable as below.
Oxygen: 5 - 15 kg per sq. cm.
Acetylene or LPG: 0.3 ~ 0.8 kg per sq. cm.
Pre-heating
Open Oxygen Valve (13) and Gas Valve (14).
Ignite Torch (15) to pre-heat a target area of steel to be cut.
Determine and set oxygen pressure level of Cutting Oxygen Valve (20).
Cutting Procedures
Once a target area for cutting is pre-heated, pull up Cutting Start Lever (12)
toward a handle and start cutting procedures on the target area that is already designed and determined.
If necessary, adjust cutting speed with Speed Controller (16).
Stop Cutting
If you want to stop cutting work and put the T-3 to a complete stop, push down Cutting Stop lever (12).
Close Oxygen Valve (13) and Gas Valve (14), and disconnect the T-3 machine from Gas Line (2).
Clean up the work area for safety purposes.
Safety Reminders
Use caution all the time and be aware that T-3’s cutting work is driven by inflammable high-pressure gas.
There is no concern about electricity-related accidents because T-3 does not use power supply for its operation.
How to Operate T-3 for Different Shapes of Cutting
Straight Line Shapes
Install a rail on the steel target area to cut, and perform cutting work as per Standard Operating Procedures described above.
Curve Shapes
Loosen a bolt of Universal Wheel (9) to allow easier mobility and adjustment for precision.
Follow and cut lines as designed on steel plate as per Standard Operating Procedures.
Small Circular Shapes
Place a compass outside Compass Hole (18) and point it to the direction of Torch (15).
Put a compass pin at the center of a circle area to cut.
Place the compass leg at the center point of the circle, and cut the plate along the circumference created, as per Standard Operating Procedures.
Large Circular Shapes
Place a vertex of compass at the opposite direction of Torch (15).
For operation, follow the same Standard Operating Procedures as when cutting Small Circular Shapes. In order for cutting procedures to beeasier and more precise,
it is recommended that Large U/W (17) be removed or be kept at a distance of 2 - 3 mm from the steel plate surface to be cut.
Bevel Welding Edges
Adjust Protractor (5) of Torch Assembly (3) in order to fix a cutting angle.
For operation, follow the same Standard Operating Procedures as when cutting Straight Line Shapes.

Trouble Shooting
Machine Stops during Operation
Check pressure of oxygen bombe first, and if the oxygen pressure is at a low level, replace the old oxygen bombe with new one.
Identify causes what blocks oxygen flows and address them accordingly by cleaning up or removing the causes.
Oxygen Leaks
Check for leaking spots or parts on all values of the machine and connecting parts to the main machine.
Replace affected parts with new one, if necessary.
Machine Starts and Stops on and off
Make sure that there is no foreign material on the rail, and remove it if there is any.
Clean up the torch tip or replace old tip with new one.